

焊接不同厚度的鋰電池材料,電池組激光焊接機如何兼容?
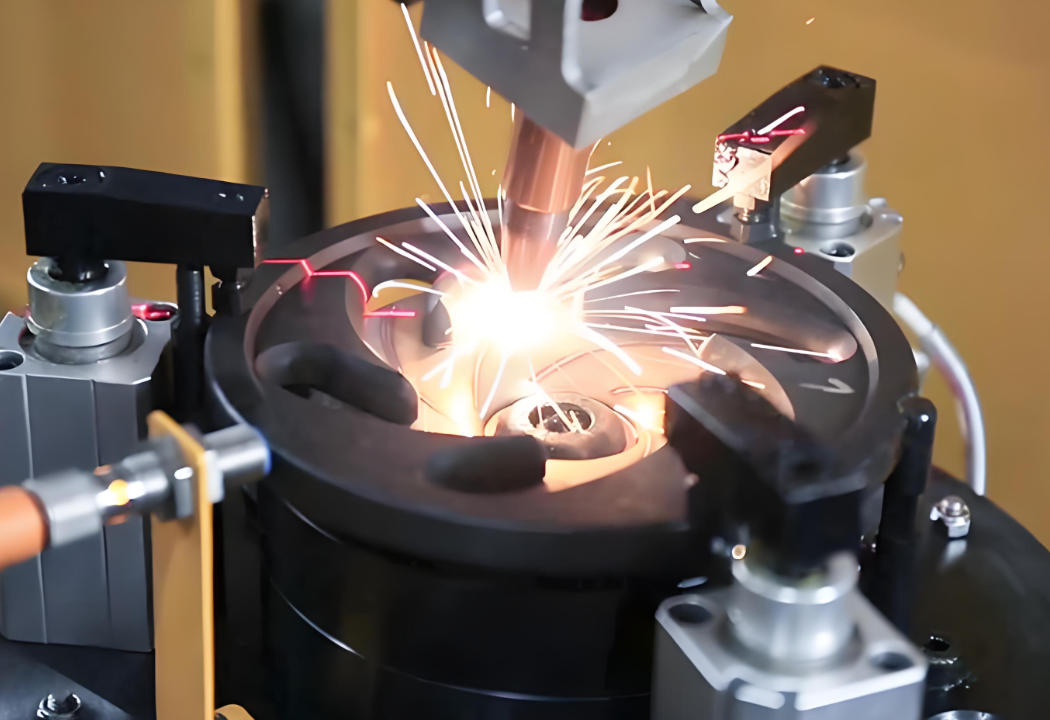
在鋰電池制造領域,焊接不同厚度的材料是一個復雜但至關重要的環節。隨著電池技術的不斷進步,對焊接工藝的要求也越來越高。電池組激光焊接機不僅要保證焊接強度和美觀性,還需兼顧效率與成本。通過科學合理的參數設置和精確的操作流程,可以有效解決薄厚材料焊接中的各種挑戰,確保高質量的焊接效果。接下來激光焊接機廠家海維激光給大家提供實用建議,幫助提升大家的生產效率和產品質量。

一、優化激光能量控制
激光能量是焊接的關鍵因素。對于較薄的鋰電池材料,過高的激光能量會導致材料燒穿。此時,需降低激光功率,同時縮短脈沖寬度,精準控制輸入能量,實現穩定焊接。而對于厚材料,要適當提高激光功率,延長脈沖寬度,確保足夠的能量穿透材料,形成牢固焊縫。例如,焊接 0.1mm 的薄鋰電材料時,將激光功率控制在 30 - 50W,脈沖寬度 0.5 - 1ms;焊接 1mm 厚材料時,功率提升至 100 - 150W,脈沖寬度 2 - 3ms。
二、調整焊接速度
焊接速度與激光能量相互配合。薄材料焊接速度要快,避免過多熱量積累,防止材料變形。厚材料則需降低焊接速度,使激光能量充分作用于材料,實現深度熔合。在實際操作中,焊接薄材料速度可設為 5 - 10mm/s,厚材料為 1 - 3mm/s。
三、聚焦光斑調節
光斑大小和聚焦位置影響能量分布。焊接薄材料時,使用較小的聚焦光斑,將能量集中在小區域,實現精細焊接;焊接厚材料時,適當擴大光斑,使能量更均勻地分布在較大面積,保證焊縫質量。通過調節激光焊接機的聚焦透鏡和反射鏡,可靈活改變光斑大小和聚焦位置。
四、氣體保護適配
氣體保護能防止焊接過程中材料氧化。對于薄材料,氣體流量可適當減小,避免過大氣流吹走熔池金屬;厚材料則需增加氣體流量,確保充分保護。如焊接薄材料時,氬氣流量控制在 5 - 8L/min,厚材料為 10 - 15L/min。
電池組激光焊接機要兼容不同厚度的鋰電池材料,需從激光能量、焊接速度、聚焦光斑和氣體保護等多方面綜合調整。只有這樣,才能在鋰電池生產中確保焊接質量,滿足行業不斷發展的需求,推動鋰電池技術的進步。

激光焊接機廠家海維激光作為專業的激光焊接設備制造商,不僅提供各種新能源鋰電池激光自動化設備,還為客戶提供全面的激光加工解決方案,助力企業在提升生產效率的同時保證產品質量。選擇海維激光,就是選擇了高效、穩定與專業,讓我們共同推動鋰電池技術的發展與進步。

 掃一掃添加微信
掃一掃添加微信