

激光焊機不銹鋼無縫焊接的工藝要求
不銹鋼憑借其優良的性能在眾多行業廣泛應用,而激光焊機在不銹鋼無縫焊接中扮演著極為重要的角色。要實現高質量的不銹鋼無縫焊接,需要深入了解并嚴格遵循一系列工藝要求。這些工藝要求涵蓋了從激光功率與焊接速度的適配,到保護氣體的正確使用,以及焊接前的精心準備和焊接過程中的精準調控等多方面內容。

一、激光功率與焊接速度的匹配
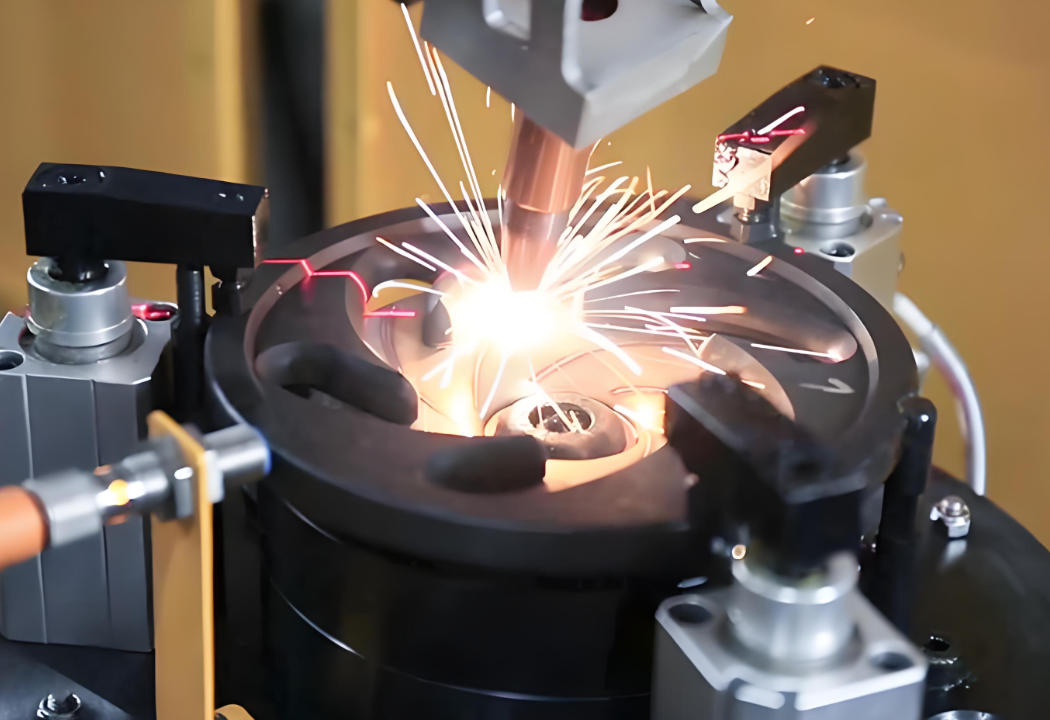
激光焊機在不銹鋼無縫焊接時,激光功率與焊接速度的精準匹配極為關鍵。不銹鋼對能量的吸收特性決定了功率過高會使焊縫燒穿、成型變差,功率過低則無法實現良好熔合。要依據不銹鋼板厚等條件,精心調試二者比例。比如薄板焊接,采用相對低功率高速度的組合,才能保障焊縫美觀且強度符合要求。
二、保護氣體的合理運用
保護氣體在焊接過程中起著關鍵作用。通常選用氬氣等惰性氣體,其流量必須穩定且充足,以便在焊接區域構建有效保護屏障,防止不銹鋼高溫氧化,避免焊縫質量與耐腐蝕性受影響。同時,氣體噴吹角度與位置要優化,確保全面覆蓋焊縫及熱影響區。

三、焊接前的表面處理
焊接前的表面處理是基礎環節。不銹鋼表面的油污、雜質會干擾激光能量吸收與焊縫成型。因此,需采用化學清洗與機械打磨相結合的方式,徹底清潔焊接面,使其平整光潔,為無縫焊接創造良好條件。
四、焊縫對接間隙的控制
焊縫對接間隙的控制要求嚴格。理想的無縫焊接需近乎零間隙,若間隙過大,會出現焊縫凹陷、不連續等缺陷,影響焊接質量與外觀。
五、聚焦光斑的調整
聚焦光斑的尺寸與位置需要精確調整。合適的光斑能讓激光能量均勻作用于焊接部位,若聚焦位置出現偏差,會導致熔深不足或熔池不穩定,無法實現高質量的無縫焊接。

在實際操作中,還應根據不銹鋼的具體型號,如304、316等,進一步微調工藝參數,因為不同型號在成分與性能上略有差異。全面把控這些工藝要求,激光焊機才能在不銹鋼無縫焊接中展現出高精度、高質量的焊接成果,滿足航空航天、醫療器械等高端領域對不銹鋼無縫焊接件的嚴苛需求。

 掃一掃添加微信
掃一掃添加微信