

Yag激光焊接機的功率、頻率和脈寬的關系
在激光焊接技術的范疇內,Yag激光焊接機是廣泛應用且備受矚目的重要設備。其功率、頻率和脈寬這三個關鍵參數,對焊接過程起著根本性的掌控作用。無論是面對何種金屬材質,或是處理不同厚度、形狀的工件,深入了解并精準設定這些參數,都是實現優質、高效焊接的必經之路,接下來激光焊接機廠家海維激光就給大家進行專業講解,讓大家有更深的認識。

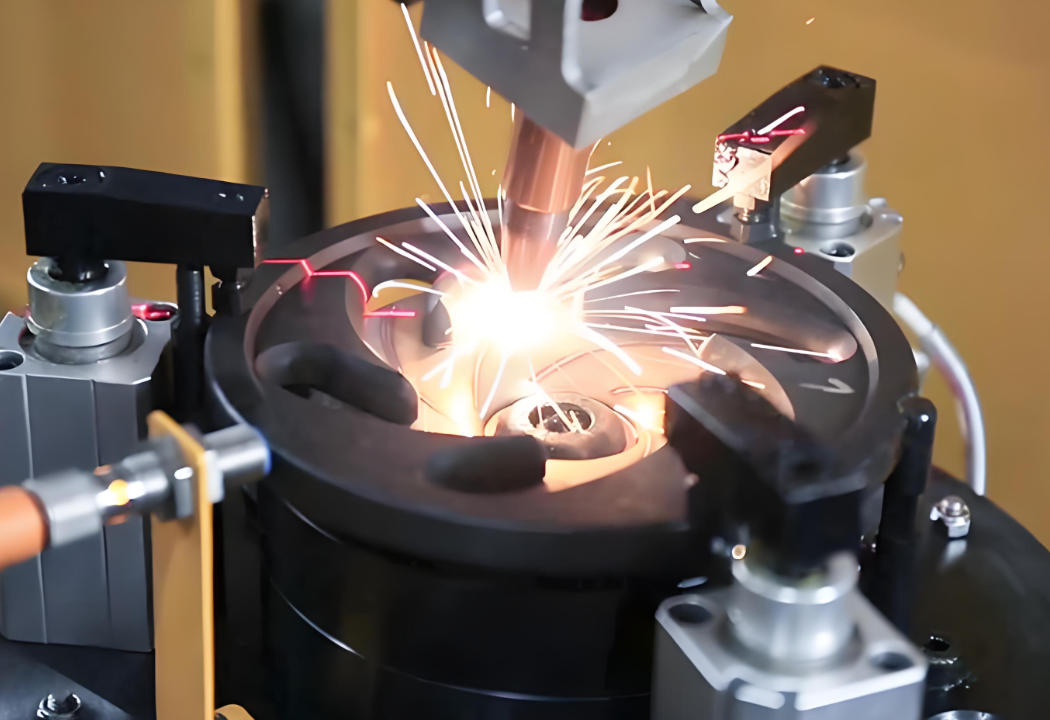
一、Yag激光焊接機的工作原理
Yag激光焊接機通過激發Nd:Yag晶體產生激光束,該激光束具有良好的聚焦性和穿透力,能夠對金屬材料進行高效熔合。為了達到理想的焊接質量,操作人員需要根據具體應用調整激光器的輸出特性,即功率、頻率和脈寬。
二、功率、頻率和脈寬的基本概念
功率:指激光器單位時間內輸出的能量,通常以瓦特(W)為單位。較高的功率可以在短時間內提供更多的能量輸入,適用于厚板或快速焊接。
頻率:表示單位時間內激光器發射脈沖的數量,以赫茲(Hz)為單位。高頻次意味著每個脈沖的能量相對較低,但總能量輸入增加。
脈寬:指單個激光脈沖持續的時間長度,以微秒(μs)或毫秒(ms)計。較短的脈寬能夠在瞬間釋放大量能量,而較長的脈寬則適合處理需要更多熱量的情況。
三、三者之間的相互關系及其影響
1.功率與頻率的協同作用
合理的功率和頻率組合對于確保焊接質量和效率非常重要。高頻低功率模式可以實現細小且深的焊縫,特別適合薄板材料或精密零件;而低頻高功率模式則適用于厚板焊接,保證足夠的熔深。例如,在處理厚度為1毫米的不銹鋼時,采用500瓦功率和200赫茲頻率的組合可以得到理想的焊接效果。
2.脈寬對熔池形成的影響
脈寬決定了每次脈沖提供的能量量級,進而影響到熔池的形成過程。較短的脈寬能夠在瞬間產生高溫,迅速加熱材料表面,有助于減少熱影響區(HAZ),避免材料變形或燒穿。相反,較長的脈寬適合處理需要較長時間加熱的情況,如多層焊接或多曲面工件。
3.綜合優化策略
為了實現好的焊接效果,必須綜合考慮材料特性、工件厚度及形狀等因素,靈活調整功率、頻率和脈寬。例如,在處理鋁合金時,由于其導熱性較好,建議使用較高頻率和較短脈寬的組合,以減少熱量積累,防止材料過熱。而對于紫銅等高反射性材料,則需要適當提高功率并延長脈寬,以克服初始反射損失,確保充分熔合。
Yag激光焊接機的功率、頻率和脈寬在焊接實踐中緊密相連,設備操作人員需深入了解其內在聯系,結合豐富的實踐經驗與精確的理論計算。通過對這些參數的優化組合,不僅能有效解決不同材質與結構焊接中的難題,還能提升焊接的穩定性與可重復性,為工業生產的高精度焊接需求提供堅實保障。
高性價比Yag激光焊接機,優選激光焊接機廠家海維激光,20年激光設備行業經驗,提供各行業激光焊接解決方案。

 掃一掃添加微信
掃一掃添加微信