

激光焊接機器人的使用方法
現在的工業制造正在不斷追求更高的效率與品質,激光焊接機器人作為市場上熱門設備,已成為各行業焊接作業的得力助手。但如何正確使用這個高科技伙伴呢?接下來,激光設備廠家海維激光就給大家專業介紹激光焊接機器人的使用方法,讓大家能盡快上手、為企業生產注入強大動力。

一、激光焊接機器人的使用方法
1. 準備工作
設備檢查:
在使用前,檢查激光焊接機器人的各個部件是否完好,確保冷卻系統、保護氣體系統和電氣系統正常運行。
工作環境準備:
保持工作環境的清潔,避免灰塵和油污進入設備。確保車間內的溫濕度適宜,避免極端環境條件。
材料準備:
檢查焊接材料的表面是否干凈,去除油污、銹跡和其他雜質。對于需要預處理的材料,進行必要的打磨或清洗。
2. 參數設置
激光功率:
根據焊接材料的厚度和焊接速度,選擇合適的激光功率。過高的功率可能導致材料燒焦或氣化,過低的功率則無法形成良好的焊縫。
建議:對于厚度不超過2mm的薄板材料,推薦使用1kW的激光功率;對于厚度超過2mm的厚板材料,推薦使用2kW甚至更高的激光功率。
焊接速度:
焊接速度應與激光功率相匹配,以保持熱輸入量在一個合理的范圍內。合理的焊接速度可以確保熔池充分混合,避免氣孔和裂紋的產生。
建議:對于薄板材料,焊接速度可以較快,以提高生產效率;對于厚板材料,焊接速度應適當減慢,以確保熔深和焊接質量。
離焦量:
離焦量是指激光焦點與工件表面的距離,不同的離焦量會影響焊接深度和熱影響區。
建議:正離焦(焦點位于工件上方)適用于表面光潔度要求較高的焊接任務;負離焦(焦點位于工件下方)適用于需要較深熔深的焊接任務。
保護氣體流量:
保護氣體流量通常在5L/min至20L/min之間,具體值需根據焊接材料和速度進行調整。適當的氣體流量可以有效防止氧化,提高焊縫的質量。
3. 編程與操作
編程軟件:
使用編程軟件預先設定焊接路徑、速度和功率等參數,實現復雜焊接任務的自動化。編程軟件通常具有圖形化界面,方便操作人員進行可視化編程。
操作面板:
通過操作面板設置焊接參數,啟動和停止焊接過程。操作面板通常具有觸摸屏和按鈕,操作簡便。
安全措施:
在操作過程中,佩戴必要的防護裝備,如護目鏡、防護服和手套,確保操作人員的安全。設置安全圍欄和警示標志,防止無關人員靠近。
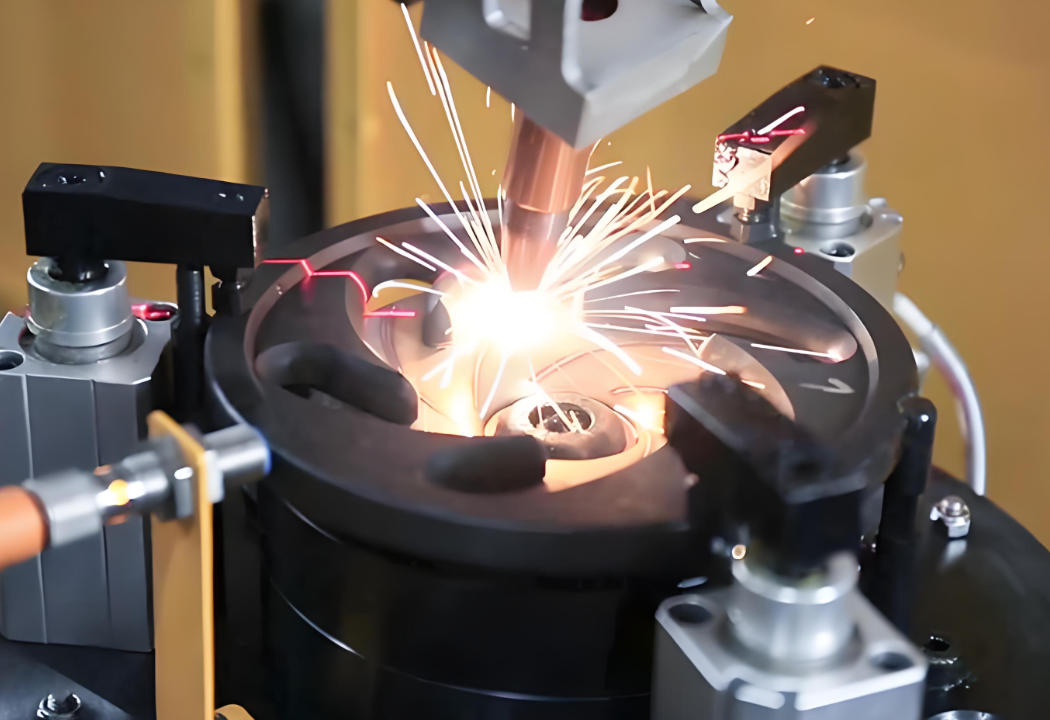
4. 焊接過程監控
實時監控:
使用傳感器和攝像頭實時監控焊接過程,確保焊接質量。監控系統可以檢測焊接速度、激光功率和焊縫質量,及時發現并糾正問題。
故障診斷:
通過控制系統提供的故障診斷功能,及時發現設備故障并進行維修。記錄每次焊接的參數設置和故障信息,便于后續分析和改進。
正確使用激光焊接機器人需做好準備工作、精準設置參數、規范編程操作及嚴密監控焊接過程。掌握這些方法,能充分發揮激光焊接機器人的優勢,為企業提高生產效率與焊接質量,助力企業在激烈的市場競爭中脫穎而出。
高性價比激光焊接機器人,優選激光設備廠家海維激光。

 掃一掃添加微信
掃一掃添加微信