

激光焊接機(jī)在焊接過程中,是否可以實(shí)現(xiàn)多角度焊接?
在復(fù)雜結(jié)構(gòu)件的制造中,用戶常面臨焊縫方向多變的問題。激光焊接機(jī)能否實(shí)現(xiàn)多角度焊接,直接影響其在實(shí)際生產(chǎn)中的適用范圍。答案是肯定的,但實(shí)現(xiàn)方式和效果取決于設(shè)備配置與集成方案。
")
一、激光束的非接觸特性支持角度靈活性
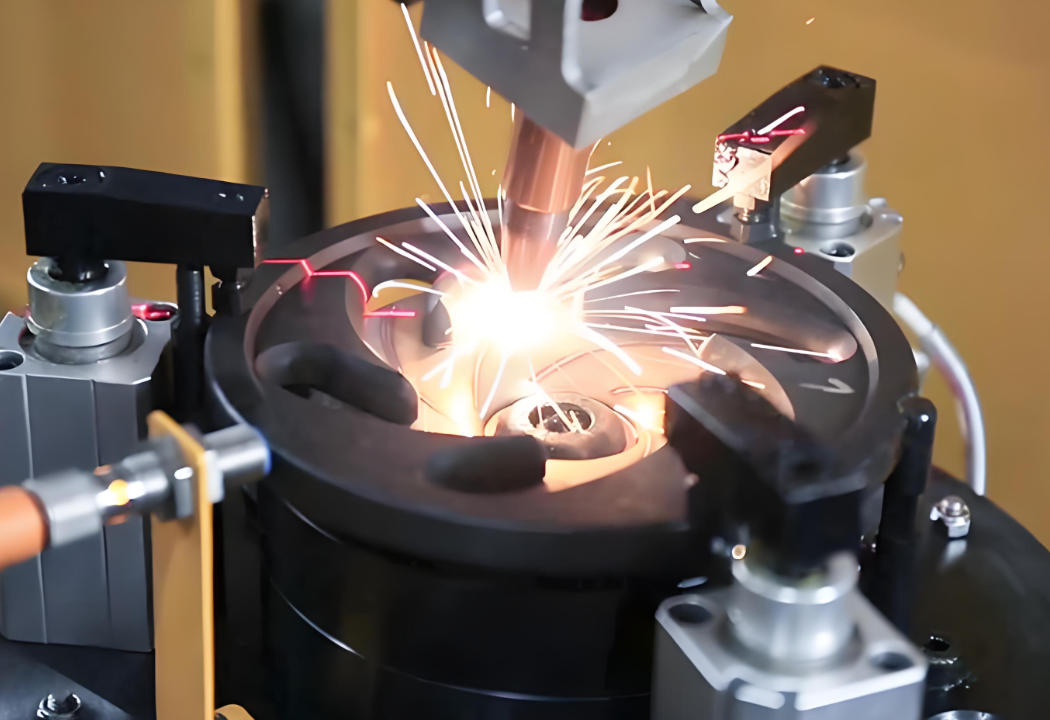
激光焊接機(jī)通過高能光束進(jìn)行熔接,焊接頭無需與工件物理接觸。這一特性決定了其在空間上具有天然優(yōu)勢。只要光束能準(zhǔn)確聚焦在焊縫位置,理論上可以從任意角度實(shí)施焊接,包括正面、側(cè)面、仰面甚至傾斜角。
二、振鏡掃描系統(tǒng)擴(kuò)展角度能力
部分激光焊接機(jī)采用振鏡式掃描頭,通過高速反射鏡改變光束方向,可在一定視場范圍內(nèi)實(shí)現(xiàn)多角度焊接,無需移動(dòng)工件或機(jī)械臂。這種方案適合平面或曲率變化不大的工件,效率高、響應(yīng)快,常用于電池極柱、密封蓋等小型部件的多向連接。
三、六軸機(jī)器人提升空間適應(yīng)性
對于三維復(fù)雜結(jié)構(gòu),激光焊接機(jī)常與六軸機(jī)器人集成。機(jī)器人可靈活調(diào)整焊接頭的姿態(tài),使激光束始終垂直于焊縫表面,確保能量吸收均勻。這種組合廣泛應(yīng)用于汽車車身、電機(jī)殼體等異形件的多角度焊接,適應(yīng)性強(qiáng),路徑規(guī)劃靈活。
四、專用夾具與變位機(jī)協(xié)同配合
在固定式激光焊接機(jī)上,可通過雙工位轉(zhuǎn)臺或翻轉(zhuǎn)夾具實(shí)現(xiàn)多角度加工。例如,先焊接一側(cè),夾具自動(dòng)翻轉(zhuǎn)180度,再焊接另一側(cè)。這種方式結(jié)構(gòu)穩(wěn)定,適合批量生產(chǎn),但靈活性低于機(jī)器人方案。
五、光路傳輸方式影響布局選擇
光纖傳輸?shù)募す夂附訖C(jī)支持遠(yuǎn)距離能量輸送,便于在不同工位間切換。而硬光路系統(tǒng)受反射鏡限制,調(diào)整角度較困難。因此,多角度應(yīng)用通常選用光纖激光器,配合機(jī)器人或振鏡頭使用。
六、工藝參數(shù)需隨角度調(diào)整
不同焊接角度會(huì)影響熔池流動(dòng)和氣體逸出。例如,仰焊時(shí)熔融金屬易下垂,需降低功率或提高速度;橫焊則需注意兩側(cè)熔深對稱性。操作人員應(yīng)根據(jù)實(shí)際角度微調(diào)參數(shù),避免未熔合或焊瘤缺陷。
七、監(jiān)控系統(tǒng)保障多角度質(zhì)量
在非直視角度下,傳統(tǒng)觀察方式受限。建議配備旁軸相機(jī)或熔池監(jiān)測系統(tǒng),實(shí)時(shí)反饋焊接狀態(tài),確保每個(gè)角度的焊縫質(zhì)量一致。
激光焊接機(jī)具備實(shí)現(xiàn)多角度焊接的能力,但需結(jié)合運(yùn)動(dòng)系統(tǒng)、夾具設(shè)計(jì)和工藝優(yōu)化共同實(shí)現(xiàn)。真正的靈活性不僅來自設(shè)備本身,更依賴整體工藝方案的合理性。

 掃一掃添加微信
掃一掃添加微信